FDM 3D printeri eraldusvõime mõistmine: põhialustest täiustusteni
3D-printimise kiiresti arenevas maastikus on FDM (Fused Deposition Modeling) tehnoloogia teinud märkimisväärseid edusamme. Juba algusaegadest, kus printimistäpsus hõljus umbes 0,5 mm, oleme näinud dramaatilist hüpet edasi. Tänapäeval suudavad tipptasemel tööstusliku klassi FDM printerid saavutada hämmastava eraldusvõime 0,05 mm. See täpsuse kümnekordne suurenemine on avanud uusi võimalusi ja tekitanud uusi küsimusi. Mis täpselt on FDM 3D printimise resolutsioon? Ja mida see tähendab 3D printimise tuleviku jaoks? Selles artiklis käsitletakse neid küsimusi, heidates valgust FDM 3D printeri resolutsiooni kriitilisele kontseptsioonile.
FDM 3D printeri resolutsiooni määratlus
FDM 3D printerid on muutunud populaarseks 3D entusiastide ja käsitööhuvitajate seas tänu oma ligipääsetavatele algtasemetele ja taskukohastele hindadele. 3D-printeri ostmisel sageli küsitav küsimus on: "Milline on selle printeri eraldusvõime?" 3D-printeri eraldusvõime on oluline parameeter, kuna see mõjutab otseselt trükitud objekti kvaliteeti.
Lihtsalt öeldes viitab 3D printeri eraldusvõime detailsusele, mida printer suudab saavutada, ja FDM 3D printimisel viitab see väikseimale liikumisele, mida printer saab teha X-, Y- ja Z-suunas. Tavaliselt mõõdetakse seda mikronites - mida väiksem on arv, seda suurem on eraldusvõime ja seda peenemad on üksikasjad, mida saab trükkida.
Praegusel hetkel on oluline mõista kõrge resolutsiooniga FDM 3D printeri tööpõhimõtet. Esialgu toidab FDM 3D printer hõõgniidirullist termoplastist materjali soojendusmoodulisse ja otsikusse, sulatades materjali. Printeri arvutijuhtimissüsteem dikteerib seejärel otsiku liikumiseks X- ja Y-telgedel (või horisontaaltasandil) kindlatel teedel, lähtudes eelseadistatud 3D-mudeli projekteerimisest, pressides sulamaterjali välja.
See protsess sarnaneb torukoorega, mis koguneb kiht kihilt trükipoodile. Pärast kihi lõpetamist nihutab voodi kindlaksmääratud kauguse piki Z-telge (või vertikaalselt), muutes ruumi järgmisele kihile. Seejärel alustab otsik materjali pressimist järgmise kihi jaoks, mis kleepub tihedalt eelmise kihi pinnale. Nii saab printer ehitada keerulisi kolmemõõtmelisi mudeleid kihilt kihilt.
● Horisontaalne eraldusvõime
FDM 3D-printimise horisontaalne eraldusvõime on suures osas määratud astmemootori täpsusest, mis kontrollib, kui minutiliselt printimispea (või voodi) võib liikuda. Eraldusvõimet võib mõjutada ka X/Y rihma hammaste suurus või peenus, kuigi see mõju on sageli minimaalne, kui hambad on ideaalselt proportsionaalsed astmemootorile kinnitatud käigukasti suhtes.
XY eraldusvõime on eriti oluline koos sobivate osade printimisel. Kõrge XY eraldusvõime tagab, et osad trükitakse 3D mudelis täpsete mõõtmetega, võimaldades neil täiuslikult kokku sobida.
● Vertikaalne eraldusvõime
Vertikaalset eraldusvõimet, mida sageli nimetatakse kihi kõrguseks, mõjutavad peamiselt düüsi läbimõõt ja astmemootori täpsus, mis juhib ehitusplatvormi (või trükipea) liikumist piki Z-telge.
Otsiku läbimõõt:
Otsik on 3D-printeri osa, mis pressib sulahõõgniidi ehitusplatvormile. Düüsi läbimõõt määrab selle ekstrudeeritava hõõgniidi paksuse. Väiksem otsiku läbimõõt pressib õhema hõõgniidiliini, mis võimaldab õhemaid kihte ja seega väiksemat kihi kõrgust. Vastupidi, suurem otsiku läbimõõt pressib paksema filamentjoone, mille tulemuseks on paksemad kihid ja suurem kihi kõrgus.
Astmemootori täpsus:
Sammumootor vastutab ehitusplatvormi (või trükipea) üles-alla liigutamise eest piki Z-telge. Sammumootori täpsus määrab, kui väike samm ta võib teha, mis omakorda määrab minimaalse kihi kõrguse, mida printer suudab saavutada. Suurema täpsusega astmemootor võib teha väiksemaid samme, võimaldades väiksemaid kihtkõrgusi.
Väiksem kihi kõrgus (suurem eraldusvõime) toob kaasa siledamad pinnad ja detailsemad omadused, kuna kihid on õhemad ja seega vähem nähtavad. See on eriti oluline kõverate või kalduvate pindadega objektide printimisel, kuna väiksem kihi kõrgus reprodutseerib neid kujundeid täpsemalt.
Kuid väiksem kihi kõrgus tähendab ka seda, et objekti printimiseks on vaja rohkem kihte, mis võib märkimisväärselt pikendada printimisaega. Seetõttu on kihi kõrguse valimisel oluline leida tasakaal printimiskvaliteedi ja printimiskiiruse vahel.
FDM 3D printereid saab tõepoolest jagada tööstus- ja töölauakategooriatesse, millest igaühel on oma tüüpiline kasutusviis ja eraldusvõime.
3D-printimise dünaamilises maailmas kuuluvad FDM 3D-printerid peamiselt kahte kategooriasse: tööstuslikud ja lauaarvutid.
Tööstusklassi printerid, mida kasutatakse sellistes sektorites nagu autotööstus, kosmosetööstus ja tootmine, kasutavad sageli kõrge temperatuurikindlaid hõõgniite nagu PEEK. Need printerid on kohandatud suurte komponentide valmistamiseks ning nende 3D printeri eraldusvõime ulatub 50 kuni 250 mikromeetrit.
Teisest küljest teenindavad lauaarvutiprinterid rohkem individuaalseid entusiaste, haridusasutusi ja väikeettevõtteid. Tavaliselt printivad nad väiksemaid kuni keskmise suurusega objekte, mille printimiseraldusvõime on 100 kuni 300 mikromeetrit.
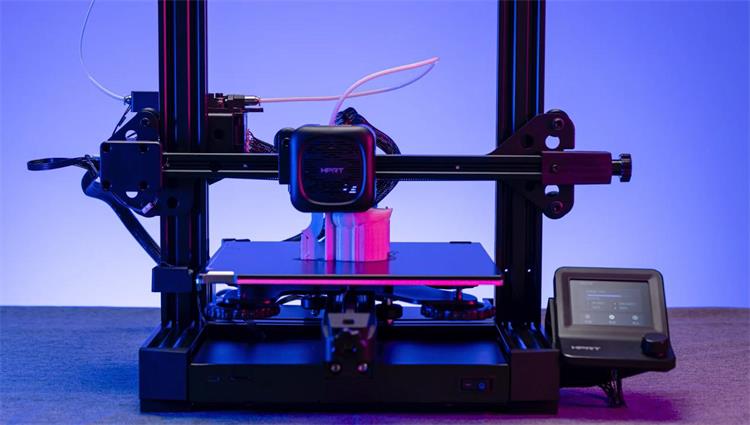
Võtke HPRT F210 peamiseks näiteks. See algtaseme 3D printer sobib ideaalselt nii hariduskeskkondadele kui ka käsitööhuvilistele. Kui kasutajad sisestavad oma 3D-mudeli failid, tegeleb see kõrge resolutsiooniga FDM 3D printer sujuvalt mitmesuguste 3D-printimisülesannetega - alates isikupärastatud kunstiteoste valmistamisest kuni erinevate mudelite, õppevahendite ja spetsiaalsete osade tootmiseni.

Täiesti metallkonstruktsiooniga HPRT F210 tagab 3D-printimise eraldusvõime kuni 200 mikromeetrit, mis vastab ulatuslikule hulgale 3D-printimise nõudmistele.
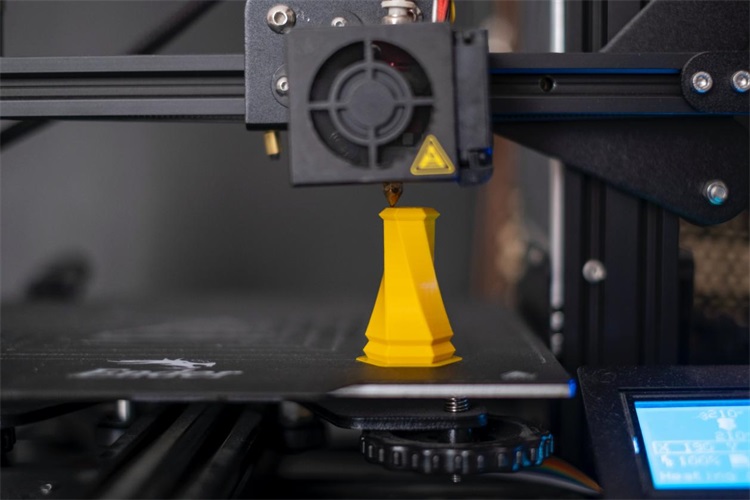
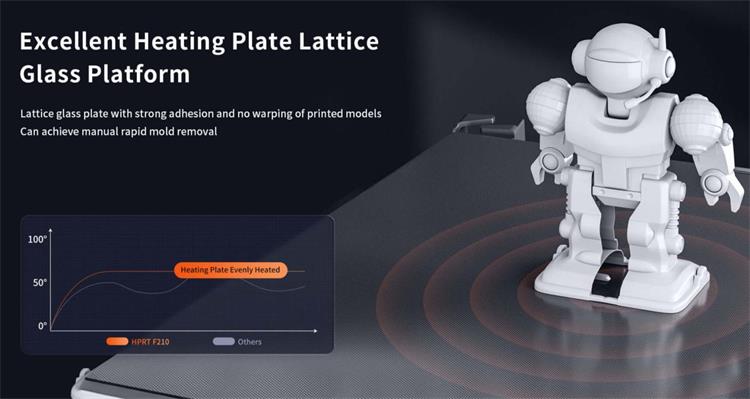
Kasutatavuse mõttes muudab selle intuitiivne liides, mida näidatakse kaasaegsel kasutajaliidese ekraanil, navigeerimise ja seadistuste kohandamise lihtsaks. Seadme klaasplaat tagab tugeva haarduvuse, vähendades trükkimise võimalusi ja hõlbustades mudeli käsitsi kiiret eemaldamist.
Lisaks turul olevatele standardmudelitele paistab täiustatud F210 versioon silma oma intelligentse kaitsesüsteemiga. Sellel on sellised funktsioonid nagu hõõgniidikatkestuse tuvastamine ja elektrikatkestuse taastamine, mis vähendavad efektiivselt materjali puudujääkidest tingitud ajakadusid ja kõrvaldavad tühikäigud.
F210 ühildub 1,75 mm läbimõõduga hõõgniitidega nagu PLA, TEPG, TPU jt, pakub mitmekülgset rakenduspotentsiaali. DIY entusiastid saavad kasutada selle võimalusi igapäevaste esemete, näiteks pudelikorkide või telefonihoidjate loomiseks. Haridusvaldkonnas muutub printer interaktiivseks vahendiks, mis võimaldab juhendajatel ja õpilastel muuta teoreetilised kontseptsioonid käegakatsutavateks, praktilisteks mudeliteks, muutes õppimise interaktiivsemaks ja edendades õpilaste loovust.

Kuidas parandada FDM 3D printeri resolutsiooni
3D-printeri eraldusvõime parandamiseks on võimalik printeri sätteid täpsemalt häälestada, kasutada peenemat otsikut, aeglustada printimiskiirust ja tagada printeri hästi kalibreeritud. Samuti on oluline kasutada kvaliteetset trükimaterjali.
● Printeri täpsus: 3D-printeri loomulik täpsus mängib olulist rolli. Lõplikku printimistäpsust võivad mõjutada sellised tegurid nagu 3D-printeri tootmise ja montaaži täpsus ning töövibratsioonid. Printeri täpsus sõltub suuresti selle mehaaniliste komponentide, eriti liikumise eest vastutavate komponentide täpsusest ja usaldusväärsusest.
● Kihi paksus: kihi paksus või kihi kõrgus on teine oluline aspekt. Igal kihil on teatud paksus, mille tulemuseks võivad trükitud objekti pinnal olla nähtavad astmejooned.
Need on suuremate kihtide kõrgustega märgatavamad ja mõjutavad otseselt trükitud objekti mõõtmete täpsust ja pinna karedust. Kuigi FDM-printimisel ei ole võimalik neid astmejooni täielikult kõrvaldada, saab nende nähtavust vähendada väiksema kihi paksuse seadistamisega.
● Otsi omadused: Nii otsiku läbimõõt kui temperatuur mängivad printimisprotsessis otsustavat rolli. Otsiku läbimõõt määrab ekstrudeeritud hõõgniidi laiuse, mis võib mõjutada printimise täpsust.
Kihi kõrguse seadistus mõjutab ka printimise pinna karedust: suurema läbimõõduga otsik toob kaasa paksema kihi kõrguse, kiirema printimiskiiruse, kuid karedama printimise. Vastupidiselt võib väiksema läbimõõduga otsik anda peenemaid trükke, kuigi aeglasema kiirusega.
Düüsi temperatuur mõjutab hõõgniidi kleepuvaid omadusi, virnastamisjõudlust ja voolukiirust. Oluline on tagada, et otsiku temperatuur ei oleks liiga madal ega liiga kõrge. Madal temperatuur suurendab materjali viskoossust, aeglustades ekstrusioonikiirust. Vastupidiselt muudab kõrge temperatuur materjali vedelikumaks, vähendades viskoossust ja suurendades voolu, mis võib põhjustada ebatäpset ekstrusiooni.
Trükkimise täpsust mõjutavate tegurite uurimisega ja vajalike kohanduste tegemisega saab trükkide kvaliteeti oluliselt parandada. See paranemine on ilmne, kas trükkimist kasutatakse hariduslikel eesmärkidel, tööstuslikul tootmisel või lihtsalt tavapärastel DIY projektidel. Arvestades aga 3D-printimise keerulist olemust, mis hõlmab erinevaid tegureid ja parameetreid, nõuab printimistäpsuse täpsuse parandamine tavaliselt praktilisi kogemusi ja õppimist katse ja eksimuse kaudu.
Seda silmas pidades soovitame HPRT F210 3D printerit. Muuda see suvi hooajaks, mis voolab üle innovatsiooni ja loovuse. Oma pühendumuse ja sihikindlusega saate saavutada märkimisväärseid edusamme 3D-printimise maailmas. Usaldusväärse printeriseadmete tootjana süvendab HPRT oma tegevust 3D-printimise sektoris, laiendab oma tootepakkumist ja pakub nii OEM- kui ODM-teenuseid. Kui olete huvitatud meie 3D printeritest, võtke meiega ühendust.